使用機械及び使用砥石、使用ワーク
使用機械
・磯部式手動研磨機など
使用砥石
・メタルボンド系粗目ダイヤモンド研磨盤(以下メタルと表記)
・レジンボンド系仕上ダイヤモンド研盤盤(以下レジンと表記)
・艶出しバフ(以下バフと表記)
加工石材
・黒御影石(平面)
研磨手順及び注意点(前号メタル#200まで)
下地作り(粗番)~レジン#500まで~
⑩研磨面を乾かし、面の状態を調べ、面に異常がなければ砥石を機械から取り外し、収納した後、次工程のメタル#400を取り付ける。
研磨面のどのような状態をしらべるのか?
ポイント
・角、端等の削り残しはないか?
・面の平面度(うねり、垂れなど)はどうか?
・スクラッチ、面の荒れ具合(使用した粒度の面になっているか)はどうか?
・研磨チョークを使用した場合、チョークが残っていないからといって、その部分が十分に研磨されたというわけではなく、その部分を砥石が通過した目安に過ぎないため、注意が必要である。
使用砥石
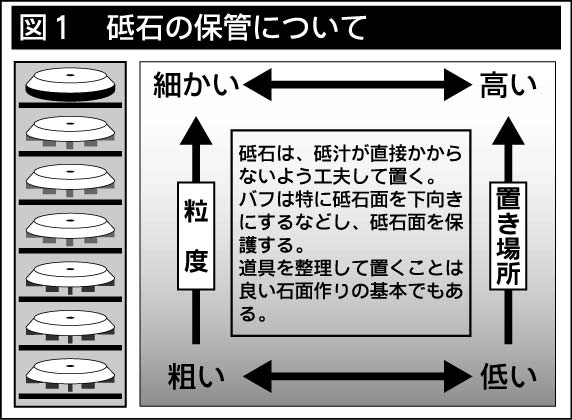
・粗い粒度は低い所に置く。 細かい粒度は高い所に置く。
注意!
バフは高い所へ下向きに置く。(低い所、上向きだと他の粒度での研磨中に、砥汁が飛んできて付着したり、その他のゴミが付着する恐れがある)
⑪メタル#400での工程終了後は、メタル#200の時と同様に研磨面をチェックし、異常がなければ次の工程に進む。
・前工程の傷が残っていると、最終仕上げ後に、曇りの原因にもなるので、各工程研磨終了時に研磨面の確認を怠ってはいけない。
ポイント
・色々な角度から研磨面を見る。
・近くで見たり、遠ざけたりして見る。
重要ポイント
全ての工程で言えるが、各工程で砥石が仕事をきちんとしていたか(良く切れていたか)を確認すること。そのためには、常日頃より、砥石が良く切れていた場合の石の面の状態を観察しておくことが大切である。
下地作り(ツヤ下)~レジン#2000まで~
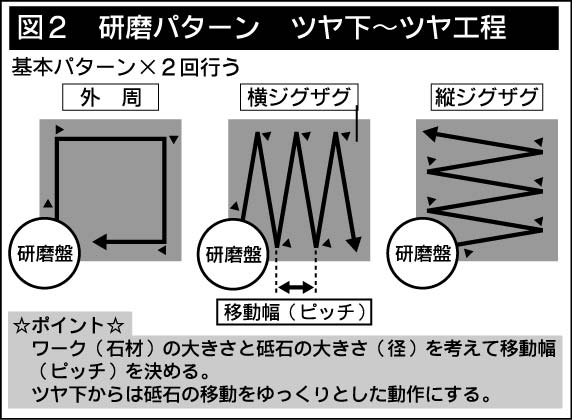
⑫レジン#1000→#2000の順で研磨していく。ただし、#1000以降は研磨パターンを、基本×2回、時間をかけて行う。(石の大きさ、砥石の大きさを比較し、ジグザグのピッチを考える)(図2)
・レジン#1000、#2000では、粗い番手よりも、送り速度を遅めに、送り幅も細かくしていく。(切削力が少ないため、石面がうねったり垂れる心配は少ない)
仕上げ(バフ)
⑬研磨機の回転数を600回転に設定する。
⑭研磨機にバフ(黒)を取り付ける。
仕上げ面の状態によって、バフを使い分ける。
・サミットS・・・全体的に落ち着いた仕上がり
・NEWサミットS・・・色の濃い部分を浮き出さす(主に黒系、赤系の石)
・マンメードバフ・・・ただ単にツヤをのせるだけ(白系統の石に最適)
⑮水を出し、研磨面全体に水を張ってやる。
⑯主軸を下し、機械を作動させ、バフが発熱するように、小刻みにゆっくりとした動作で磨いていく。
バフのかけ方は、圧力は高めにして発熱を促し、砥石の当たっている所の水がバフの熱によって乾いたら、磨いている周りの水を少しバフの外周に巻き込み、乾いた部分に水を持ってくる。こうすることで、発熱過剰による石の焼けを防止する。
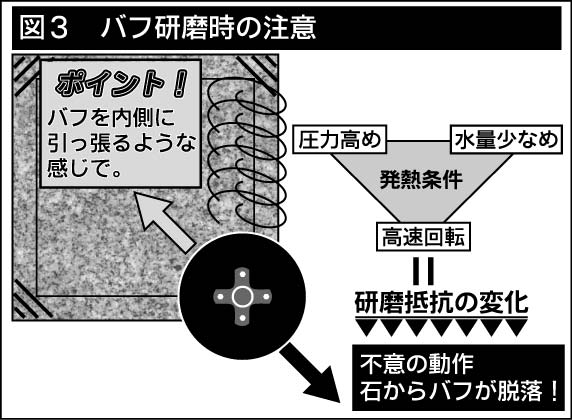
注意!
バフは水を少なめで研磨するため、石とバフの間の抵抗が変化し、予測しない、不意の動作をするため、回転方向と圧力のかけ方等に注意する。(石の端でも圧力のかけ方、かける方向が違う)(図3)
⑰磨き終わったら、石材の表面の汚れを良く洗い落し、熱を冷ます。
☆ワークが冷めたら、研磨面を良く観察する。
バフによって熱くなっている時と冷めた時とではツヤ具合が違う。
ポイント 何を観察するのか?
・スクラッチ
・焼け
・曇り
・雲母等の結晶の飛び
・色
・面のシャープさ、うねり(蛍光灯などがきれいに映るか、像がうねって見えないか)等、いろいろな角度で観察し、光沢にもムラがないか調べる。
☆理想の光沢度(光沢計で測定した場合)
黒御影・・・110前後 白御影・・・90前後