Q1.発熱が不十分でツヤがのりにくい
A
①水量が多いか、研磨圧力の不足により適正な発熱が得られていない場合が考えられる。
ポイント:水量を少なくするか、加圧状態を確認する。水量を極端に減らしすぎると焼けの原因になるので注意する。
A
②バフの外周部だけが磨耗し、内周部分だけしか当たっていない「中高」の状態になっていないか確認する。
(図1)
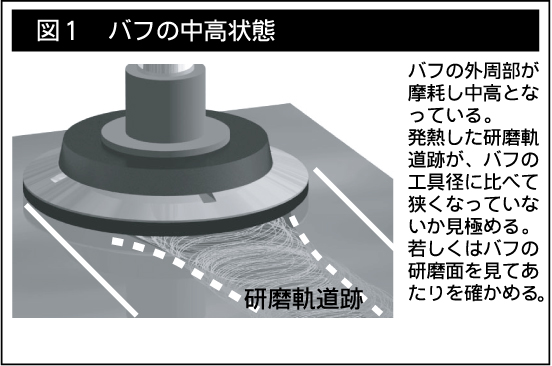
ポイント:水を出しながらドレッシングして、バフの研磨面を平らにする必要がある。
(図2)
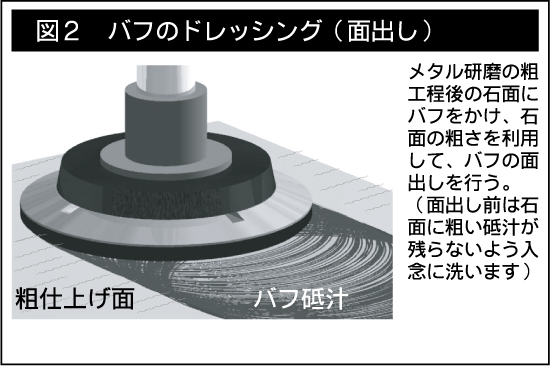
ドレッシング方法:1~3番のメタル研磨盤の粗工程をかけた後の石面を水できれいに洗い流し、その面に直接バフをかけ、バフの色の砥汁が出るまでかけ続ける。
注意:粗工程の後の石面には、砥汁が残らないよう念入りに水洗いをおこなう。もし粗い砥汁などが残ったままドレッシングすると、バフの研磨面に付着し、正常に使う際に石の研磨面にスクラッチと呼ばれる深い掻き傷をつける恐れがある。
Q2.石及びバフ面に焼けが入るのですが
A
水量が少ない場合には、石やバフ面に焼けが入ることがある。また、研磨開始時には必ず石面上に水が張られた状態で機械を始動させる。
ポイント:バフは常に水を巻き込みながら磨いていること。石面上には適度に水がある状態で、バフが通った直後の石面上の状態が、やや乾き気味であることが、石に焼けを入れずきれいな鏡面に仕上げるポイント。
Q3.バフ製品の磨耗が異常に早いのですが
A
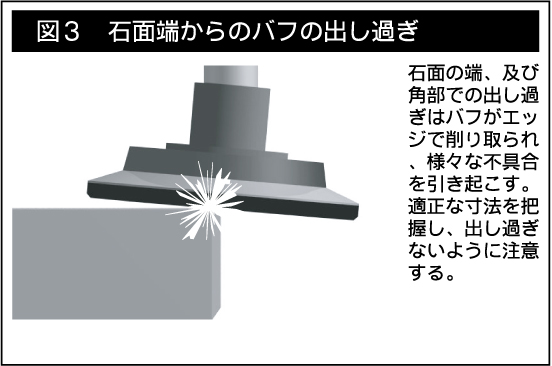
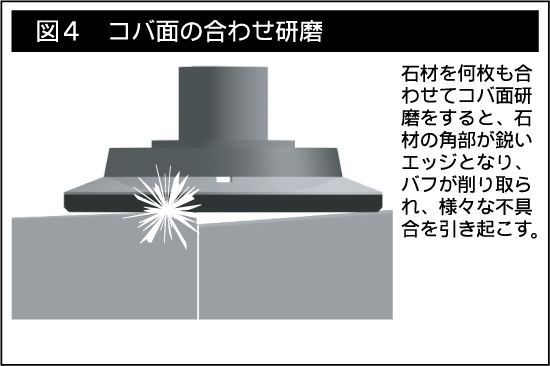
石面端からバフを出し過ぎて研磨を行うと製品の早期磨耗の原因となる。また、石材を何枚も組合せてのコバ面の「あわせ研磨」の場合には、バフ製品の消耗が早くなる傾向がある。(図3、4)
ポイント:石面端より外に出す目安としては、5インチ~7インチのバフの場合3cm、7インチ~10インチのバフの場合5cm。(図5)
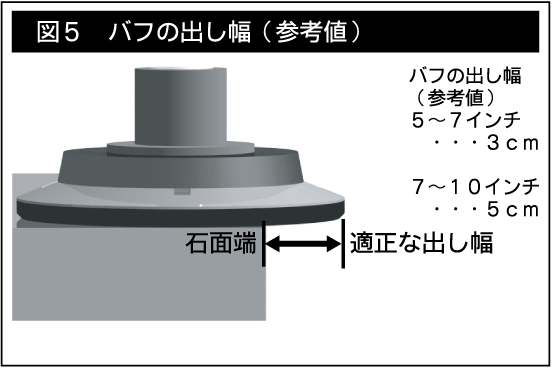
但し、これは平面研磨の場合で、側面研磨などでの使用には当てはまらない。
Q4.バフ面にボロつきが発生した
A
①石面の端からバフ製品を出し過ぎて研磨を行うと、バフの早期磨耗だけでなく、バフ面を著しく損傷させる原因となる。
ポイント:Q3.のバフ製品の早期磨耗の内容と同じ。
A
②研磨中にビビリ、バタツキが発生していないか。
ポイント:防振ゴムを外して研磨している場合には防振ゴムを装着する。
※ビビリ、バタツキは、「片減り」、「中高」とも関連するので、次項のQ5.異常振動も参照のこと。
Q5.使用中に異常な振動が発生する
A
①異常な振動は、バフの破損につながるだけでなく危険なので、直ちに使用を中止して原因を確認する。
ポイント:防振ゴムを装着していて振動がある場合は、防振ゴム、フランジ等の装着具合も合わせて確かめる。
A
②バフ研磨面が偏って磨耗してしまう「片減り」になっていないか。(図6)
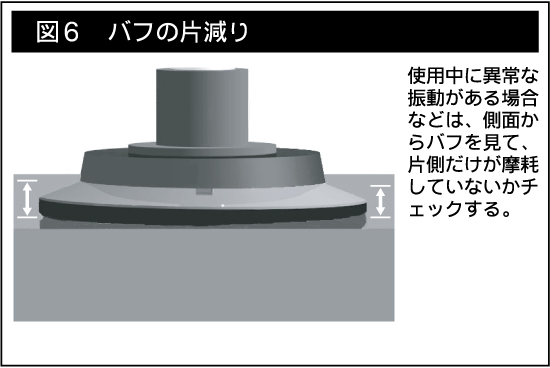
ポイント:バフ製品を側面から見てみる。バフの厚みは全体的に同じか。
A
③バフ研磨面の内周だけが当たる「中高」になっていないか。
ポイント:ドレッシングしてバフの研磨面を平らにする必要がある。
Q1.のドレッシングの方法を参照する。(図1、2)
A
④石材の固定が不十分で石材がガタついていないか。
ポイント:安全面も考慮し、石材を確実に固定する。
Q6.研磨した石面にスクラッチが入る
A
①石面を面取りしないでバフ研磨した場合に、何らかの状況でスクラッチが入ることがある。
バフの表面に異物(石の粒子など)が付着していないか、確認する。
ポイント:バフの表面を乾かして、肉眼で良くみると異物は判別できる。丁寧に取り除く。
A
②下地の粗工程の切削痕が後の工程で取り切れていない場合も同様の現象となる。
ポイント:スクラッチは石の四隅に出てくることが多いので、下地工程の確認を十分におこなう。