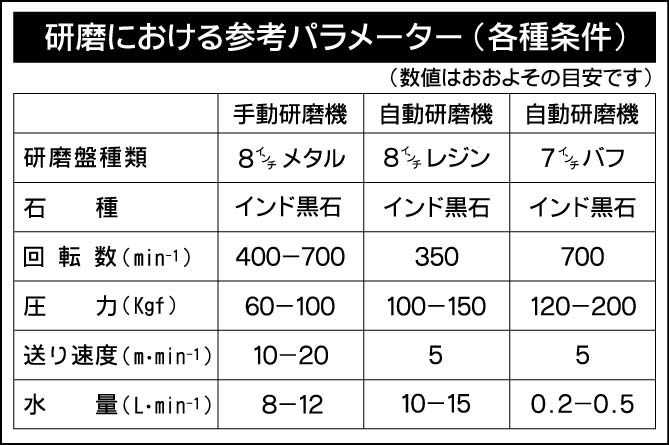
研磨のパラメーター
砥石回転数
回転数が一定の時、砥石の大きさ(外径)が変われば周速(周速度)は変化します。石材研磨の最適な周速は、過去の知見から約400~500m/min.と想定しています。因みに、周速とは砥石の外周の速度(単位時間あたりの移動距離)を表します。周速の算出は、砥石円周(2πr)X回転数で得られます。回転数が720回転のときの周速は、6インチで約340m/min. 8インチで約450m/min. 10インチで約560m/min.となります。従いまして、外径の小さな砥石は高速で、大きな砥石は低速で回転させることで適切な周速を得ることができます。
研磨圧力
メタル系、レジン系においては0.8Kgf/c㎡、つや出し(バフ等)は0.4Kgf/c㎡くらいが適当であると言われています。しかし、各々の砥石によって砥石表面積が異なるため、メタル製品は全体的に低く、レジン製品やつや出しは高めの値になっています。
送り速度
手動研磨機では約20m/min.、自動研磨機では約5m/min.くらいが適当とされています。特にメタル研磨盤はダイヤモンド砥粒の保持力が強く、研削性能に優れているため早く送ることが必要となります。レジン研磨盤、つや出しになるほどゆっくり送ることがつやムラのない研磨をするこつとも言われています。
水量
水量は20~30L/min.が適量とされています。水によってダイヤモンド砥粒を冷却すると共に、切り屑を早く除去し、砥石の目詰まりを防止します。軟らかい石には多めに硬い石には少なめに水量を調節することがあります。
※ダイヤモンドは熱に弱く、(空気中において約600℃で酸化し始めて二酸化炭素になります。真空状態でも1000℃を超えると表面の黒鉛化が始まります。)またレジンボンドも熱に弱いため、乾式では焼けを起こしたり磨耗も早くなるため湿式で研磨します。
バフ製品の使用方法
ご使用上の留意点
○必ず防振ゴムを使用してください。
・防振ゴムを外して研磨しますと、ビビリ、バタツキが発生することがあり、使用に支障をきたしますので必ず装着して御使用ください。
○バフ研磨時の水量及びその他の研磨条件を適切な状態に調節してください。
・水量は、石種、気温、バフ寸法、研磨圧力、その他条件により変化させる必要があります。
・石面上には常に水がまかれている状態で、バフ研磨面に水を巻き込みながら磨いてください。
・研磨時は、バフが通った直後の石面上がやや乾き気味で、乾いた部分が尾を引くような状態で、バフ研磨面が適度な熱を持つ状態を持続させてください。
バフ回転数について
理想の使用回転数は仕事量(≒周速度)との関係から算出できますが、実際の設定は各機械メーカーの設定条件から選択して使用します。手動研磨機、自動研磨機とも約700回転(高速回転)の使用をお勧めします。
圧力について
エアー式の手動研磨機、自動研磨機は各機械メーカーの主軸シリンダー径の違いがありますので、ゲージ圧が同じでも実際の荷重は異なります。8インチ以下のバフなら80~100Kgf前後の荷重があれば十分発熱して研磨作業がおこなえます。一般的な参考値として、手動研磨機(磯部式ICM79型エアー式)⇒ゲージ圧1.5~2.0Kgf/c㎡ 、自動研磨機(大和式E-95-11 RFⅡ-2型)⇒ゲージ圧1.0Kgf/c㎡以上をお試しください。
送り速度について
前工程(メタル・レジン)での送り速度よりも遅く送るのが理想です。自動研磨機においては各機械メーカーの仕様に合わせて設定しているのが現状です。手動研磨機、自動研磨機とも概ね5m/min.前後が適しています。
水量について
前工程終了後の石材表面上に残った水を利用して適度な発熱効果(約70~90℃)を出しながら、その残水を乾かして拭き取っていくのが理想的なバフの研磨方法です。(石種によっては異常な発熱効果で石材に焼けが発生したり、またバフ表面が硬くなることがあります。その際には給水(約0.2L/min.以下)をしながらの研磨をお勧めします。