Q7.バフが片減りした
A
①機械と石材の平行度はきちんと取れているか。
ポイント:機械と石材の平行度の確認を行う。
A
②バフ製品をフランジに取り付ける際に、中心がずれた位置に固定していないか(図1 芯ずれ)
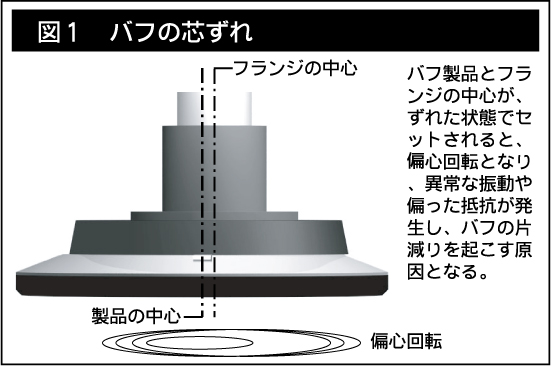
ポイント:バフ製品がフランジに対して中心に取りつけられているか確認する。
A
③防振ゴムの劣化(老化)が原因で、「片減り」になることがある。(図2)
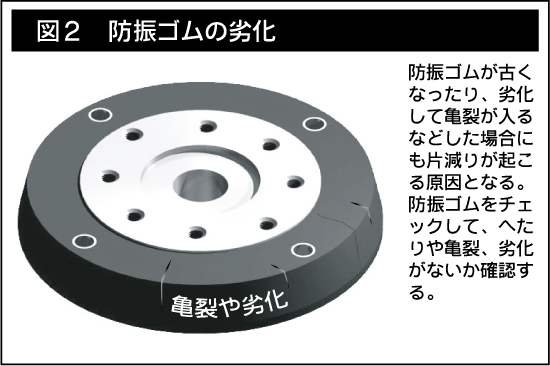
ポイント:片減りの他、研磨時のビビリ等、異常な振動が発生する場合には防振ゴムの状態を確認し、劣化が見られたら新品と取り替える。
Q8.バフ製品の研磨音が大きい
A
新品時のバフ表面(研磨面)に機械加工目(旋盤目)が残っているときは、研磨音が高くなる傾向がある。
(図3)
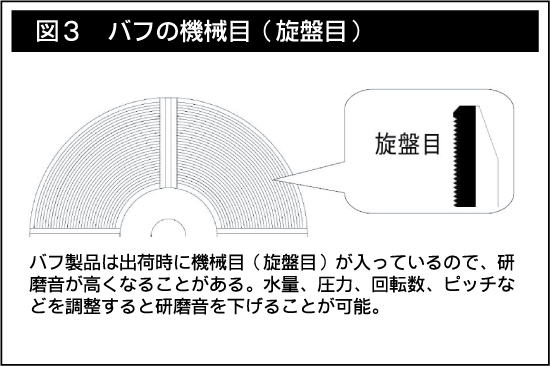
ポイント:水量を増やすか、研磨圧を下げる。又は回転数、送り等の研磨条件を変化させることにより、研磨音を下げることができる。
Q9.石面にキズが入る
A
バフ部が消耗し、アルミ基板が露出した状態で研磨を続けるとアルミ基板が石面に接触して金属の掻き跡を付ける。
ポイント:バフ部が無くなるまで使用しない。残り2ミリ程度になったら十分注意して使用する。
Q10.バフ研磨時に石材が動く
A
①研磨時の圧力等、研磨条件がきつい場合や、研磨する石材が比較的小さく軽い場合には、研磨抵抗が強くなりすぎて石材が動いたり、倒れたりする場合がある。研磨水量が少ないか、研磨圧力が高く、発熱気味の傾向が考えらる。
ポイント:水量を増やすか、圧力を少し下げ、研磨抵抗を少し弱くする。小さい石材の場合は、一段小さいサイズのバフ製品を使用する。(例 7インチ→6インチ)
A
②石材が不安定な状態で置かれていないか。
ポイント:石材がしっかり固定されている状態で研磨をおこなう。
Q11.研磨の軌道跡(走行跡)が目立つ
自動研磨機で研磨仕上げした場合の特徴的な現象。バフ工程以前の下地工程からの影響が考えらる。
A
①砥石、バフ製品の内周だけが石面に当たる「中高」になっていないか。前工程で使用した砥石を含め、バフ製品の研磨面の状態を観察する。
ポイント:中高になっている場合、砥石、バフ製品の研磨面を平らにする必要があります。
※「中高」のときはドレッシング方法(前編Q1.を参照して修正する。)
A
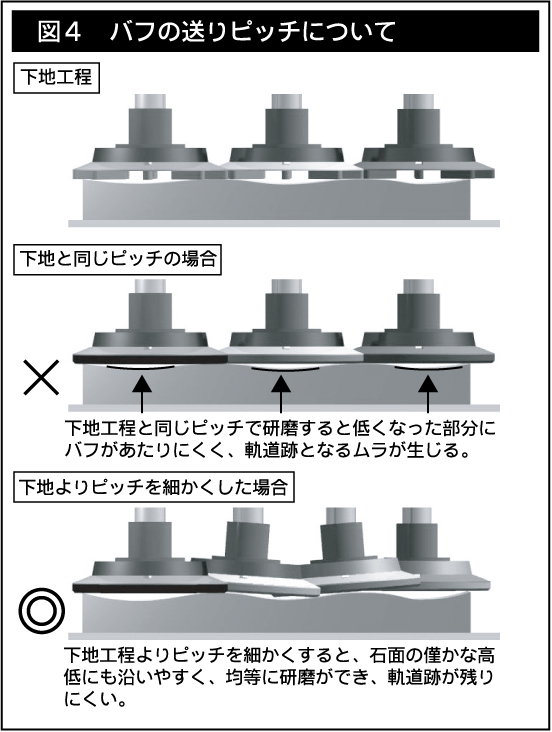
②バフ製品の送りピッチが下地の砥石と同じになっていないか。
各工程の送りピッチやモードをチェックする。
ポイント:バフ製品の送りピッチは、下地砥石のピッチよりも小さく設定する。(図4)
Q12.砥汁が石面に付着して取りづらい
A
①研磨水量が少なく過発熱気味になっていないか。
研磨時の水量を少なめで、熱を持たせ気味で使用した場合、研磨圧力等の使用条件により石面にバフ製品の砥汁が付着することがある。
ポイント:研磨水が石面上に常にある状態で研磨する。
A
②「溝入り」のバフ製品を使用の場合、溝部分に砥汁が固着して溝が埋まっていないか。
ポイント:溝部分の固着物を除去して使用する。
A
③研磨終了後、石を洗浄せずに長時間放置していないか。
ポイント:研磨終了後は直ちに石面を洗浄して砥汁を除去する。