ラッピング・ポリシング
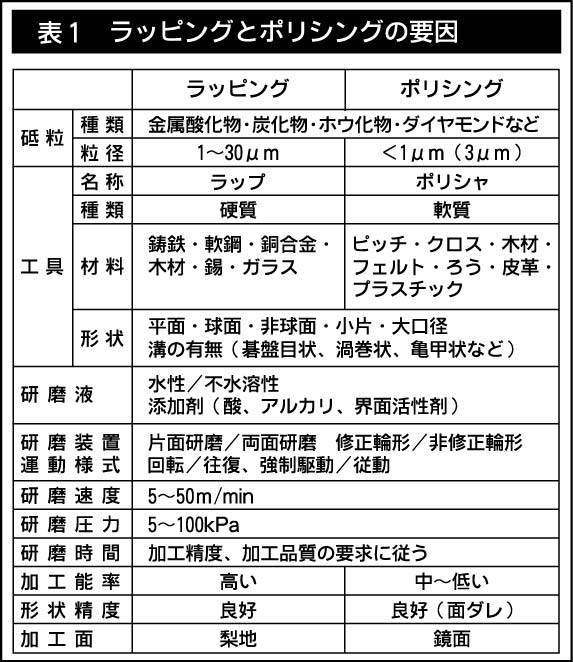
ラッピングやポリシングとは、研磨剤を介して加工物と工具(ラップやポリシャ)を摺り合わせることによって加工が進む砥粒加工のことである。研磨剤の大きさが数μmから数十μmの粗い砥粒と鋳鉄などの硬質工具を用いて仕上げ面が梨地状になるのがラッピングと言われている。1μm以下の細かい砥粒とフェルトやプラスチックなどの軟質工具を用いて鏡面に仕上がるのがポリシングである。しかし、これらの砥粒と工具の組合せと異にする幾つかの研磨条件もある。たとえば、硬質の石英ガラスの工具と0.01μm台のSiO2砥粒を用いるサファイヤの乾式メカノケミカルポリシング、軟質のSnラップと1~3μmのダイヤモンド砥粒による鏡面研磨などがある。したがってラッピングとポリシングの名称が厳密に使い分けされているとは言い切れない。
加工のメカニズム
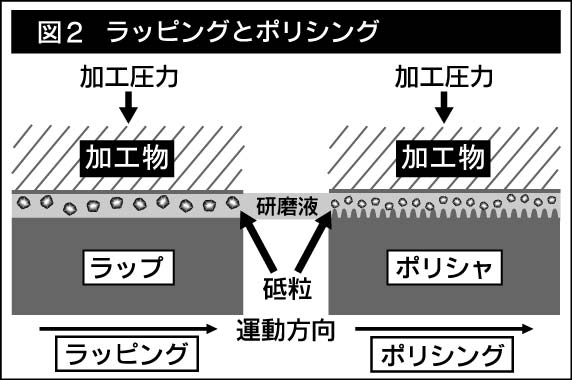
ラッピングやポリシングにおける切り屑生成メカニズムを比較してみると、ラッピングでは砥粒が比較的大きいので加工物とラップの間で砥粒が転動や引っ掻きの挙動をとる。加工物がガラスや石材のような硬脆材料になると、表面から内部に向かう微小な割れが生じ、その割れの交差による破片が切り屑になる。研磨面は概して微小な凹凸を持つ梨地面となる。ポリシングでは、砥粒が微細であり、軟質なポリシャが採用されるので、ポリシャに保持された砥粒は加工物をごく浅く穏やかに引っ掻く。したがって、金属材料は当然のことながら脆性材料でも割れを生じることなく鏡面に仕上がる。
加工変質層
ラッピングにおける加工変質層は、金属材料などの場合、砥粒の押し付けによる塑性変形や切屑生成の痕跡が表面粗さとなり、その下の極表層には残留応力層が形成される。硬脆材料になると、微小な割れにより切屑が生成するので、表面粗さはその痕跡であることに違いはないが、加工変質層には表面から内部に向かう微小割れ、割れの終端に塑性変形域、続いてその先に弾性変形域がある。一方ポリシングの加工変質層の構造は、ラッピングの場合を縮小したもので近似でき、特に鏡面に仕上げられているので、硬脆材料であっても金属材料と似た構造とみることができる。
加工精度
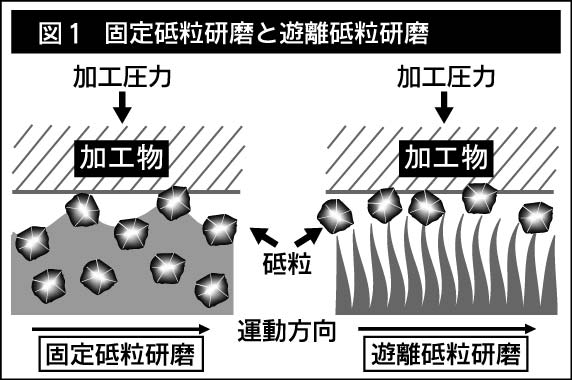
ラッピングやポリシングでは、砥粒による切屑生成が営まれると同時に工具面の平面度など形状を転写して精度の加工を可能にしている。このことは硬質なラップを用いるラッピングにおいて容易に納得できる。軟質なポリシャを用いるポリシングになると、面(縁)ダレなどが見られることもあるが、超微細砥粒を使用する場合は問題とならないこともある。 研磨加工にはラッピングやポリシングのような砥粒が工具から離れて供給される遊離砥粒研磨のほかに、砥石や研磨テープ等の砥粒が固着した工具を用いた固定砥粒研磨があります。研磨の省力化に際して、遊離砥粒を用いるのを避けたいということはラッピングに限らずポリシングにも言える。酸化セリウム砥粒をレジンボンドで固めたペレット状砥石をポリシャのように用いるペレット研磨は、水を供給するだけで作業が可能になる。研磨の能率化という点で固定砥粒を用いる鏡面加工が注目されています。弊社の「サミットレジン」や「サミットバフ」等は鏡面加工をおこなう固定砥粒研磨に該当します。