使用機械及び使用砥石、使用ワーク使用機械
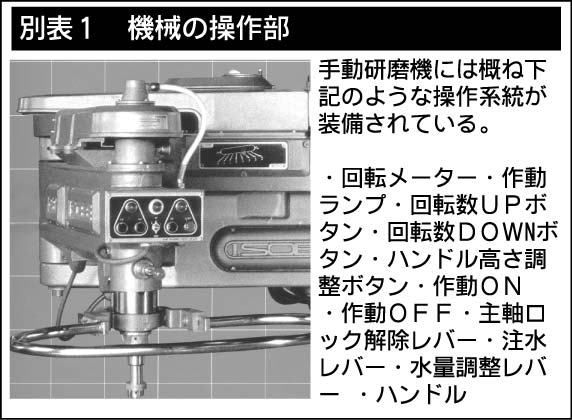
磯部式手動研磨機など(別表1)
使用砥石
・メタルボンド系粗目ダイヤモンド研磨盤(以下メタルと表記)
・レジンボンド系仕上ダイヤモンド研盤盤(以下レジンと表記)
・艶出しバフ(以下バフと表記)
加工石材
・黒御影石(平面)
基本的に黒御影石は赤・白御影石に比べて軟らかいので磨き易く、スクラッチも発見しやすく地のしまり具合も確認し易い。
・地のしまり具合とは?
「掘り起こしがなく、石の表面がなめらかになっている状態」
研磨手順及び注意点
下地作り(粗番)
①研磨台の上に滑り防止のために濡れタオルを敷きその上にワーク(石)を置きしっかり固定する。
☆初めのうちは薄いワークを使わずに厚みのあるワークを磨く。(薄いワークだとワークの飛び、割れの恐れがあるため)
もし仮に薄いワーク、小さいワークを研磨する場合はベニヤ板などで治具を作り、ワークが動かないように固定する。
②研磨機の回転数が500/分、程度になっているか確認し、500/分、程度になっていなければ回転数UPボタン若しくは回転数DOWNボタンにより調整する。
★ 注意! ★
砥石を付けたまま絶対に空転させてはいけない。
③研磨機の主軸部分にメタル#200を取り付ける。
・ワークの面の具合(状態)によっては、メタル#50や#80を使用する場合もある。
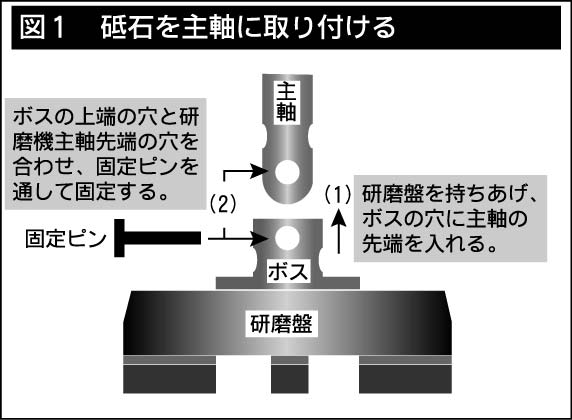
砥石の取り付け方(図1)
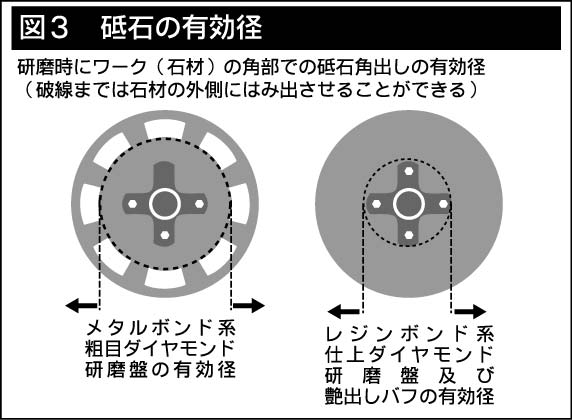
砥石の角出しの有効径[はみ出し量](図3)を守ること。
主軸、ボス共に2ヶ所、穴が空いているがそれぞれ先端部分にピンを通す。
④削り残しのないように研磨チョークを使いワークにマークをする。
・マークをするときワークの端を入念にマークする。また、ワークは角が鋭くなっているので怪我をしないように十分注意する。研磨チョークが使えるのは、油性の場合#500まで、水性では#1000まで、それ以上の細かい番手で使用すると砥石の目詰まりが起こる。
⑤主軸ロック解除レバーを引き、砥石をワーク中央付近に置く。
⑥ハンドル高さ調整ボタンによりハンドル高さを調整する。
⑦注水レバーにより水を出す。(通常は全開でよい)
⑧ハンドルをしっかり握り、脇を閉め、腰を落とし、作動ONボタンを押し研磨を始める。
・全ての工程で言えるが、特にメタルなどの切り込み深さの大きい工程や、うねりのある面を研磨するときは、抵抗が大きく、機械が不意の動作をすることがあるので注意しなければならない。
・研磨作業中は絶対に足を揃えて立たないこと。足を揃えて立つと、機械が不意の動作をした際に対処できなくなり、体ごと引きずられる足のスタンスは広めにとる。
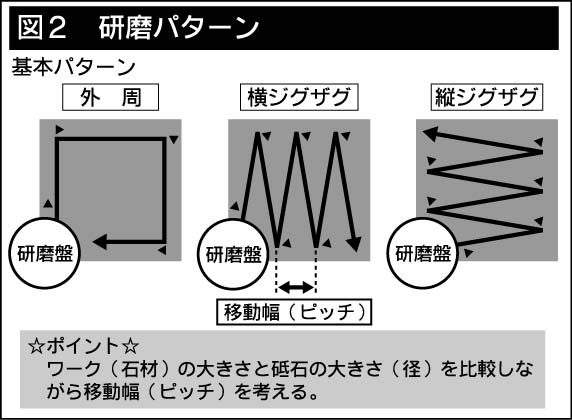
⑨基本的に粗い番手での研磨工程では外周×1、横ジグザグ×1、縦ジグザグ×1程度で終えるようにする。(ジグザグ時のピッチは砥石の直径により、変化させる)外周、ジグザグの研磨パターン(図2)
有効径を超えると、砥石が脱落し非常に危険である。
・石の面の状態に応じて、工程や砥石の出し方を変える。例えば、石面の真中がくぼんでいる場合だと外周を研磨する回数を多くし、逆に外周が垂れている場合には、内側の研磨回数を多くする。
・基本的には砥石の外周ぎりぎりの所でワークの外周を磨くと真中がくぼみやすく、有効径のぎりぎりの所で磨くと外周が垂れていく。従って、ワークの状態により砥石のこの性質を利用してやる。
粗目の砥石での研磨上の注意点
・砥石を一ヶ所に止めてはいけない。(どんどん掘れていく)
・送り幅は大きめに送る。(細かく送ると面がうねり易くなる)
・送り速度はたえず一定のリズムで磨く。
・早く動かすのはダメ。(面が垂れ、うねる)
一通り研磨できたら(面が十分に下地面になったら)機械を止める。
・機械を止めた後、主軸が止まるまでは砥石を一定の場所に止めずに動かししておく。砥石を一定の場所に止めたまま主軸が止まるのを待っていると、そこの部分だけくぼんでしまったり、砥石やワークの焼けが起こる。