【研磨条件】けんまじょうけん
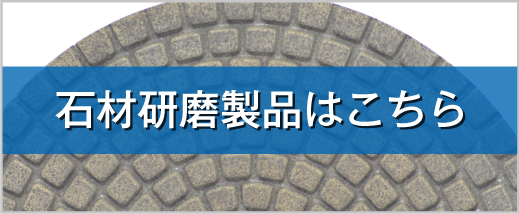
【水量】すいりょう(図1)
石材用の工具には湿式と乾式の2種類の加工方式がある。湿式とは、石材の「研磨」加工に「水」を使って研磨をするという意味である。ダイヤモンドは熱に弱く、(空気中において約600℃で酸化し始めて二酸化炭素になる。真空状態でも1000℃を超えると表面の黒鉛化が始まる)またレジンボンドも熱に弱いため、焼けを起こしたり磨耗も早くなるため湿式で研磨をおこなう。
研磨時に出す水の量は、工具の種類、石の種類、作業工程によって異なる。
水を出しすぎると切れが弱まるが、不足すると石の焼けや砥粒の不具合を起こすので常時適正な水量を供給する必要がある。特に、ツヤ出し工程では、工具を発熱させる必要があるため、水量を少なめに設定し、発熱を促しながら石面の温度をコントロールする。
【圧力】あつりょく(図1)
研磨時には工具に圧力をかけて加工をする。圧力を上げると単位時間当たりの研削量が増え、圧力を下げると砥粒の切り込み深さが浅くなり、抵抗も減少して切れ味が低下する。
研磨条件の中でも、圧力、水量は作業性に大きく関係するため、磨けないなどの研磨トラブル等の際は一番に確認する事項である。
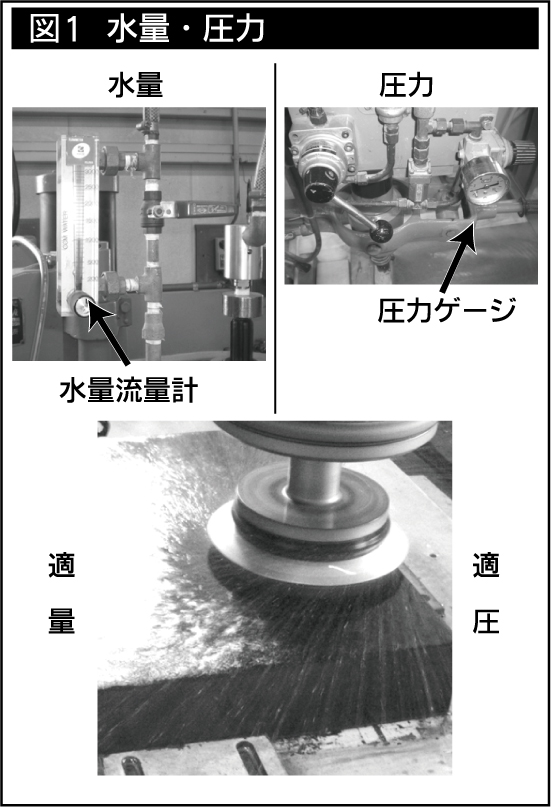
【ピッチ】ぴっち(図2)
研磨工具を研磨機械に取り付けるためのネジ穴の種類のこと。
→研磨時の工具の送り幅も「ピッチ」と呼ぶ 別の機会に解説する。
研磨工具を研磨機に取り付けるには、台座(ボス)にネジ止めする必要がある。台座は研磨機メーカーによって異なるため、ネジ止めするピッチもその数だけあいている。
代表的なものでも10種類程度あるため、工具の基板にはそれに対応するためにネジ穴が複数個開いている。また、特殊なピッチもあるので、その際は工具メーカーに依頼して穿孔してもらう。
工具を購入する際には取り付ける機械を伝えたうえで注文することで、工具が手元に来てから取り付かないというトラブルを回避できる。
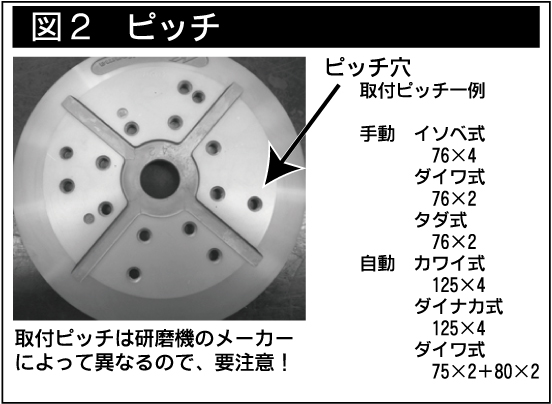
【集中度】しゅうちゅうど(図3)
ダイヤモンド工具に含有されるダイヤモンドの量を表す用語。
砥石には砥粒が入っているが、その砥粒率(ボンドと砥粒の比率)を集中度と呼ぶ。
一般砥石の集中度に比較してダイヤモンドの集中度は低くなっている。一見、集中度が高いとダイヤモンドが沢山入っていてよく切れると思われがちだが、石を研磨する場合ダイヤモンドがあまり多すぎても切れが悪くなったり、切れ止んだりするため適切な量を配合する。