ハンドポリシャーの操作方法と研磨について
機械及び工具
機械
曲面研磨でも紹介したとおり、手持ち式研磨機械(ハンドポリシャー)を用いて研磨 を行う。電動式、エアー式とも研磨は可能である。 基本的には水を注水しながらの湿式研磨となる。
機械の種類
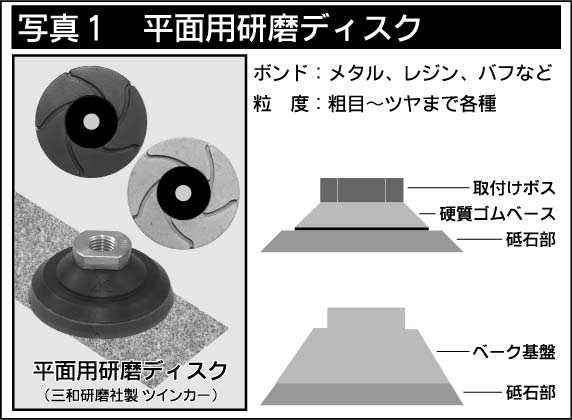
工具の種類(写真1)
平面用研磨ディスク(以下本文中ディスクと表記)
特徴 面の平滑さを保ちながら研磨できるように、硬めのベース(ゴム、ベークなど)の基盤にダイヤモンド砥石層を接着または同時成型したタイプのものが多い。
ポリシャーへの取りつけは、ジョイント器具を使用したり、ネジで直接に取り付けるなど様々な方法がある。
曲面用と同様に、メタル、レジン、ツヤ出しがあり、結合材(ボンド)や、粒度も対応しており、磨かれた他の部位と仕上がり具合が揃うようになっている。
寸法は主には直径六十~八十ミリ程度。
平面用研磨ディスクによる研磨手順及び注意点
下地工程
ワークのセッティング
研磨台の上に滑り防止のために濡れタオルを敷き、その上にワークを置きしっかり固定する。
ポイント
ワークを固定する際、研磨面が腰より少し低めの位置になるようにすると研磨しやすい。曲面研磨では腰より高い位置でのセッティングであったが、平面研磨の場合、荷重をかけやすいように腰より少し低めの位置に固定する。
工具のセッティング、機械の始動
ハンドポリシャーにディスクの#100相当を取り付ける。
一番取りの面の状態によってはさらに粗目の砥石を選択する場合がある。
ポイント
☆ 粗目工程の#100では研削性が勝り、無理に成型しようとするとワークの形を大きく変化させすぎることがあるため、研削力が少し落ち着いてくる#200や#500といった、2番、3番手以降で成型を行うようにするほうが思い通りの形に整えやすい。
ポリシャーの注水バルブを開け水を出す電源スイッチをON、若しくはエアーバルブを開け、主軸を回転させる。
研磨作業
砥石部分をワークにあてる。
ポイント
☆平面研磨の場合、研磨面に砥石部をベタあてして研磨する。
☆当て方のコツ
・ハンドポリシャーをできるだけ水平に持ち、砥石部が研磨面と均等に接触するように気をつける。
荷重が前後左右偏らないように、軸を中心とし砥石部の全面にムラなく荷重がかかるようにする。
ポリシャーを操作し研磨する
ポイント
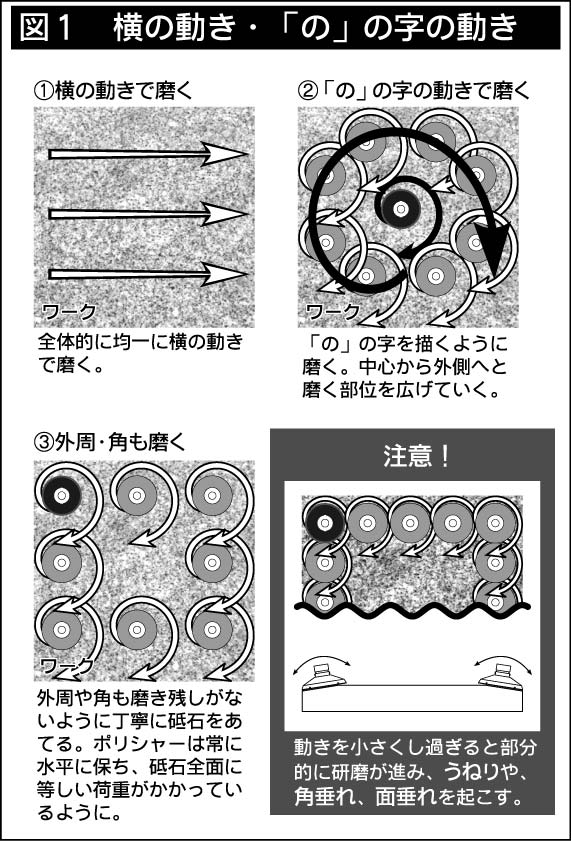
☆横の動き
砥石部全面を研磨面にあて、横の動きで、研磨面全体を磨く。
☆「の」の字の動き
横の動きで研磨できたら次に研磨面の中心から「の」の字を描くようにならしていく。
ワークの外周部も磨き残しのないように、ならしていく。(図1)
注意!
「の」の字の動きが小さくなると、部分的磨き過ぎとなり、面のうねりにつながる。また、角部や外周部でも同様に、細かな動きで磨き過ぎると、角垂れ、面垂れの原因となる。特に、研削性の高い粗目の番手時には要注意。
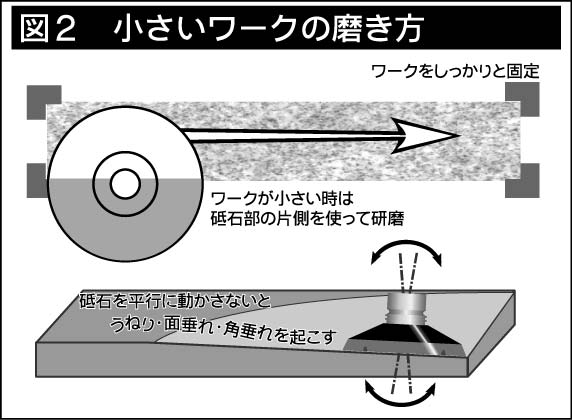
☆小さいワークの磨き方
砥石部よりワークが小さい、または細い場合は、砥石部の片側等部分的に研磨面に当てて研磨する。
また、ワークが研磨時の摩擦で動くことがあるので、固定はよりしっかりと行う。(図2)
注意!
部分的に当たっていても全面で当たっているような平衡感覚でポリシャーを動かすこと。絶えず平行に砥石を動かさないと研磨面全体が均一に磨けず部分的にワークが減り、うねり、面垂れ、角垂れの原因となる。
一通り研磨出来たら、研磨面を乾かし研磨面に異常がないか調べる。
ポイント
☆平面の場合、研磨面の磨き具合だけでなく、平面の精度もチェックし、粗目でうねり、面垂れ、角垂れが大きい場合は、それ以降の工程で修正をはかりながら進める、もしくは、再度工程をやり直す。
中仕上げ工程
前工程同様にディスクをポリシャーに取付け、研磨作業を行う。
毎回研磨修了時には研磨面チェックを行い、問題がなければ、次の工程に進む。
ポイント
☆研磨時の荷重について
#100~#500相当時・・圧力低め(あまり押さえ込まない)
砥石の切れ味に任せる感じで。
#1000~#3000相当時・・圧力中から高め(徐々に圧力を大きく)
番手ごとに圧力を大きくし磨きこむ感じ。
ツヤ工程(バフなど)
・ハンドポリシャーにツヤ砥石(三和研磨製 ツインカーバフなど)を取り付ける。
・研磨する面に水を行き渡らせる。
・ポリシャーの注水バルブより水を少し出す。
・電源スイッチをON、若しくはエアーバルブを開け、主軸を回転させる
・研磨面に砥石を当て、小刻みに動かしながら、砥石が発熱するように適度な圧力と水加減で研磨する。
ポイント
☆水量は、砥石が通った後の石面に少し水が残る程度にまで乾いた感じで研磨する。
☆水が少なすぎると、発熱過多になり、石に焼けが入るので、要注意。
☆粗目では小刻みな動きは厳禁だが、ツヤ工程では逆に小刻みに動かし、コンパクトに磨くと、ツヤのりも良くなる。
研磨が終われば、石面をよく洗い、ワークを冷ましてから観察する。
☆ ワークが乾燥している状態と濡れている状態では色味が変化する。
また、研磨直後の石面の温度が高い状態と、熱が冷めた状態とでも色味は変化する。